
Laser Marking





Laser marking is a precise, non-contact method of coding using a focused beam of light to create permanent marks. It is widely used in manufacturing for its durability, consistency, and ability to operate on high-volume lines, helping reduce maintenance and running costs. The Linx range of laser coders are suitable for marking a range of products and packaging.
What is a laser?
The term ‘laser’ is widely used today, although it originates from the technical phrase Light Amplification by Stimulated Emission of Radiation. While often associated with modern technology, lasers have been developed over several decades. The concept was first proposed in 1957, with the first working laser built in 1960. The underlying principles date back even further, to Albert Einstein’s early 20th-century work describing the physical processes that make laser operation possible.
As interest in the technology grew, both commercial and governmental organisations began exploring its potential, often before clear applications had been fully defined. This early stage of development led to lasers being described as a ‘solution looking for a problem’—highlighting their versatility and the wide range of uses that would later emerge.
Nowadays lasers are developed for specific tasks and their characteristics are developed to meet the requirements of the application.
Lasers probably have one of the widest range of applications of any type of device. Uses including cutting and welding metals, surgery, data reading and transmission, holography, accurate measurement of physical parameters, nondestructive testing, and marking products on the production line.
How does a laser work?
All lasers share the same basic principles but are differentiated by the way the products are engineered, by the materials used and by the characteristics of the laser output beam.
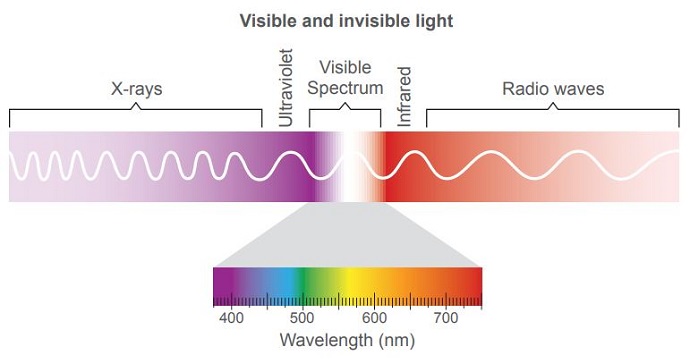
The Laser Light Spectrum
Lasers for product marking occupy the infrared range of the electromagnetic spectrum from 10600 nm for CO2 lasers to 1055 – 1070 nm for Ytterbium fiber lasers.
By way of comparison, laser pocket pointers are diode lasers that occupy the 671 nm light wavelength.
Components of a laser
There are three main components to any laser:
The lasing medium This can be a gas such as carbon dioxide (CO2), a solid such as Neodymium: Yttrium Aluminium Garnet (Nd:YAG) or a liquid such as a dye. One of the properties of a lasing medium is that it can store energy in a specific way, known as a population inversion. The lasing medium will emit light (photons) as a way of removing excess stored energy.
The excitation mechanism The means by which energy is applied to excite the particles (atoms or molecules) of the lasing medium. Energy can be applied in the form of an electric current, electric discharge, light source, etc.
The optical resonator The system that extracts the stored energy from the lasing medium in the form of a laser beam. In its simplest form the optical resonator consists of a mirror at either end of the lasing medium. These mirrors are parallel to each other so that photons travelling along the axis of the two mirrors are continuously reflected backwards and forwards (resonate) between the mirrors. One mirror is 100% reflective, the other is partially reflective, so that it only transmits some of the photons which hit it.
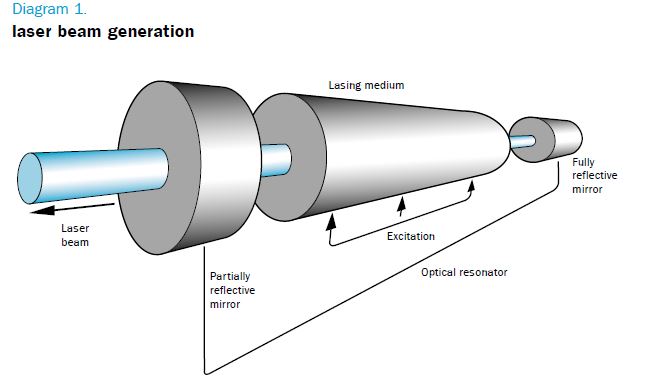
Generation of a laser beam
As the photons pass through the lasing medium they cause excited particles to release excess energy in the form of other photons by a process called stimulated emission. These new photons are identical to the original photons that caused the stimulated emission. They are the same colour (wavelength), they travel in the same direction and they are in phase.
The photons transmitted by the partially reflective mirror form the laser beam. The remaining photons are reflected back through the lasing medium to continue the stimulated emission process.
How does laser marking work?
Laser marking is achieved by removing material from the substrate or by changing the surface of the substrate. The most important consideration is how well the material being coded absorbs the laser beam. This can determine the type of laser used as different wavelengths can have different absorption characteristics. If the laser beam is transmitted or reflected, then coding becomes more difficult or even impossible.
For optimum results the focused laser beam has to be absorbed in the top few microns of the material surface, so that sufficient energy density is produced to modify the surface by one of the following three processes:
Etching
The laser vaporises material from the surface of the substrate without necessarily producing any colour change. (This is the process which occurs in the laser marking of polymers such as PET.)
These marks look similar to an embossed print. On glass the laser induces thermal stress, causing microcracks in the surface and resulting in tiny glass crystals being ejected from the surface to produce a mark.
Coating removal
The laser is absorbed by the substrate or surface coating, vaporising the coating to reveal a contrasting substrate.
An example of this process is the removal of coloured ink printed on to white paper or card.
Thermochemical
The laser changes the material by heating it to a sufficiently high temperature to break molecular bonds. The new material formed by this process may have a different colour, thus producing a discernible mark.
Types of laser
The majority of laser marking systems use one of four types of laser:
CO2 lasers use a mixture of gasses which are excited by an electric discharge. These lasers have a typical infrared output of 9.3 µm, 10.2 µm or 10.6 µm wavelength.
CO2 laser coding technology can be used to code and mark almost every kind of surface, from glass to plastic to coated metals, across every kind of industry and any production line. Linx CO2 laser coders are available in a range of power levels to support a wide range of coding applications and speeds.
Fiber lasers are a special class of solid state lasers. Instead of a gas as the lasing medium, an optical fibre is used. The laser beam is generated and confined inside the core of the fibre, which is doped with ions such as yterrbium that is typically excited by a diode laser. This technological setup leads to an emission wavelength band of 1.05 µm to 1.08 µm with its centre at 1.06 µm.
Linx Fibre lasers can permanently mark on a wide range of materials, including metal, rubber, plastic, and packaging foils. The very fine spot size creates excellent quality codes and makes Linx Fibre lasers ideal for marking very small components, or large amounts of information onto small areas.
Nd:YAG this is a crystal which is commonly excited by a flash lamp (an intense light source) or by a diode laser. It yields an infrared laser output of 1.064 µm wavelength.
UV lasers are a type of solid-state laser that are typically diode-pumped and operate at a shorter wavelength, commonly around 355 nm. This shorter wavelength enables a “cold marking” process, where materials are marked with minimal heat transfer, reducing the risk of damage or deformation.
UV laser coding technology is ideal for marking delicate or heat-sensitive materials such as plastics, films, and electronic components. Linx UV laser coders deliver high-contrast, permanent codes with excellent precision, making them well suited to applications requiring fine detail, high quality appearance, and consistent performance across demanding production environments.
Laser Beam delivery
There are three main laser beam delivery systems used to produce a mark on the surface of an object:
Were first introduced in the early 1970s. These systems used a pulsed laser beam that is expanded to a large profile. The beam illuminates a thin metal mask through which the required image or code has been etched. This method can be very fast, as only a short moment of illumination is needed. The drawback is the relatively small marking area, as it is limited by the laser beam diameter in combination with the focus optics and the power density. In addition, this type of code generation is very inflexible as it uses a fixed mask that needs to be manually replaced with every code change.
The term dot matrix for laser marking encompasses different principles of beam delivery that generate a pattern of marked dots on a material, forming characters or graphics. One beam delivery system is an array of lasers that are oriented in a vertical arc which send their beams through a common focusing lens onto the product. This array (of e.g. eight lasers) can generate a vertical line pattern of dots, depending on which laser is switched on. This method uses a whole laser source for every dot printed in a column, therefore it is a relatively resource and cost intensive technology. Both mask and dot matrix beam delivery systems have the major disadvantage that they are all very static in the codes they can generate. In contrast, a scribing laser beam that writes like a pen on the surface of a product is a more versatile principle of beam delivery. Therefore, this technology now has become the most popular.
hese systems write like a pen. The first systems, based on pulsed Nd:YAG lasers, were introduced in 1969. Systems using Continuous Wave (CW) CO2 lasers were not introduced until the early 1980s. But in the first years this principle was rarely used, as the mirrors for each direction need a very fast and robust control algorithm that could only be realised with high performance signal processors.
A lens is used to focus the laser beam to a small spot on the surface of the product.
Two galvanometer-driven mirrors move the spot over the surface of the product to draw the required mark or image. The laser beam is turned on when coding is required and off when not. The rotation of the two galvanometer-driven mirrors is computer controlled.
The computers are often based on desktop PCs and will accept marking information from a wide range of software packages including word processors, CAD systems, databases etc.
Scribing laser systems are capable of producing high quality marking over large areas, up to 600 x 400 mm. Because of the size of the area to be marked, special flat field lenses are used. This is to prevent degradation of print quality which would otherwise occur as marking moves progressively further away from the centre line of the lens, causing the optimum position for the focal spot to be shifted away from the surface to be marked.
Since these systems are only drawing lines where required, they make very efficient use of the laser beam. This allows the use of low power (10-20W) air cooled CO2 lasers in the relatively low priced entry level systems.
With developing technology, increasing galvanometer speeds and reductions in the cost of computing power, scribing laser systems are able to apply highly complex codes onto products at high production line speeds.
Laser Marking Applications


Laser Marking Performance
Many parameters affect both the ability of a laser to code a product or packaging and the speed at which it can be coded.
Laser dwell time
Dwell time is the amount of time a focused laser beam is applied to the substrate. Different materials require different energy levels to produce a mark, and longer dwell times reduce the maximum coding speed.
For example, recycled board often absorbs printed ink into the surface, requiring a longer dwell time to remove it. On fast-moving production lines, the available dwell time is reduced, which may require a higher-powered laser or materials that react more quickly to laser light.
Laser absorption
Bare metals reflect CO2 laser light and therefore cannot be coded by CO2 lasers. An absorbent coating will enable marking by a CO2 laser, or alternatively a fibre laser can be used.
Some plastics transmit CO2 laser light and cannot be coded; therefore it is necessary to include additives in the plastic which absorb the light or to use a laser with a different wavelength, e.g. a Nd:YAG laser
Surface treatments
If a surface has a varnished coating the laser has to remove the varnish before it can code the surface, and this will require a higher energy density.
Complex or large codes
A complex or large code will take longer to apply than a small code with the same laser, on the same material and in the same conditions.
Product pitch
The distance between the consecutive products to be marked. If this is smaller than the laser’s marking area, the laser will have less time to print each message.
Benefits of laser marking
- Indelible codes: Codes are etched into the surface which prevents unauthorised removal and aids anti-counterfeiting
- High quality codes: Scribing laser systems deliver quality codes which can match product branding, for discreet coding
- Low maintenance: Only a visual inspection every month; long service intervals compared to other coding technologies
- Low running costs: No consumables cost
- High reliability: Laser systems are designed to run at high-speed for 24/7 operations, allowing you to maximise your production efficiency
- Non-contact: Enables high-speed printing as there is no physical contact with the surface to be printed
- Complex codes: Barcodes and 2D codes containing a large amount of information can be generated

Linx Solutions for Laser coding
Co2 Lasers
Linx CSL Series and SL3 laser ideal for paper, card, glass and plastics
Fibre Lasers
Linx FSL20 and FSL50 fibre lasers are ideal for marking metals and durable plastics

UV Laser
Linx UVG5 UV laser is ideal for marking delicate or heat-sensitive materials such as films, plastics, and glass.
Laser Safety
The lasers that are used for marking in an industrial environment are all classified as laser class 4 according to the standard EN 60825-1. Therefore, safeguarding must be integrated into a production facility for staff safety. By using a few simple engineering design rules for guarding, it is relatively easy to gain a safe overall system setup.
Performance level
Local industrial regulatory requirements (e.g. the Machinery Directive 2006/42/EC) will determine the level of safety required.
Today’s laser marking machines can fulfil the highest “performance level ‘e’ (PLe), which means an emergency circuit switches off the laser immediately. Door lock switches operate in a similar fashion: if one opens then marking stops.
Laser guarding
Although laser light is not visible, it behaves the same as visible light. A beam is only emitted in a straight direction and does not travel on curved paths – but the directed rays can go around corners by reflection off surfaces and objects. The reflected laser light from the product surface can still contain sufficient energy to be harmful to eyesight and skin. The access to the laser beam should therefore be restricted by a housing that reduces the possible laser radiation from laser class 4 to laser class 1 (eyesafe emission). The wavelength that is emitted by a fibre laser needs a guarding, so no light can exit the location were a product is marked.
Restricted access
If areas and rooms containing running lasers cannot have direct guarding installed, then access must be restricted to persons specially trained for laser radiation. These persons must wear laser safety goggles which protect the eyes from the wavelength of the emitted laser radiation in that area.